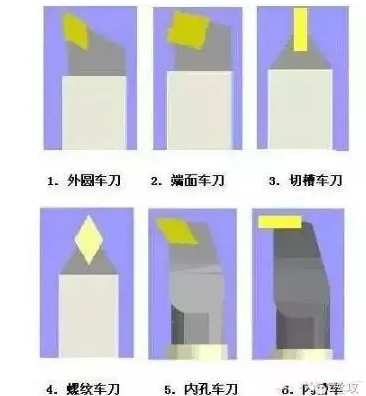
數(shù)控刀具選擇及刀具形狀
工件的裝夾、刀具安裝與操作
(1)工件裝夾
數(shù)控車床的夾具主要有液壓動(dòng)力卡盤和尾座。在工件安裝時(shí),首先根據(jù)加工工件尺寸選擇液壓卡盤,再根據(jù)其材料及切削余量的大小調(diào)整好卡盤夾爪夾持直徑、行程和夾緊力。如有需要,可在工件尾座打中心孔,用頂尖頂緊。使用尾座時(shí)應(yīng)注意其位置、套筒行程和夾緊力的調(diào)整。工件要留有一定的夾持長(zhǎng)度,其伸出長(zhǎng)度要考慮零件的加工長(zhǎng)度及必要的安全距離。工件中心盡量與主軸中心線重合。如所要夾持部分已經(jīng)經(jīng)過(guò)加工,必須在外圓上包一層銅皮,以防止外圓面損傷。
(2)刀具的安裝
根據(jù)工件及加工工藝的要求選擇恰當(dāng)?shù)牡毒吆偷镀J紫葘⒌镀惭b在刀桿上,再將刀桿依次安裝到刀架上,之后通過(guò)刀具干涉和加工行程圖檢查刀具安裝尺寸。
要注意以下幾項(xiàng):
①安裝前保證刀桿及刀片定位面清潔,無(wú)損傷。
②將刀桿安裝在刀架上時(shí),應(yīng)保證刀桿方向正確。
③安裝刀具時(shí)需注意使刀尖等高于主軸的回轉(zhuǎn)中心。
④車刀不能伸出過(guò)長(zhǎng),以免干涉或因懸伸過(guò)長(zhǎng)而降低刀桿的。
(3)手動(dòng)換刀
數(shù)控車床的自動(dòng)換刀裝置,可通過(guò)程序指令使刀架自動(dòng)轉(zhuǎn)位。通過(guò)[MDI]和[自動(dòng)]按鈕加工程序均可。也可通過(guò)面板手動(dòng)控制刀架換刀。
(4)對(duì)刀
對(duì)刀的目的是確定程序原點(diǎn)在機(jī)床坐標(biāo)系中的位置,對(duì)刀點(diǎn)可以設(shè)定在零件、夾具或機(jī)床上,對(duì)刀時(shí)應(yīng)使對(duì)刀點(diǎn)與刀位點(diǎn)重合。雖然每把刀具的刀尖不在同一點(diǎn)上,但通過(guò)刀補(bǔ),可使刀具的刀位點(diǎn)都重合在某一理想位置上。編程人員只按工件的輪廓編制加工程序即可,而不用考慮不同刀具長(zhǎng)度和刀尖半徑的影響。
外圓刀對(duì)刀(1號(hào)刀)
-
按下功能鍵[PROG],進(jìn)入程序畫面。再按下[MDI],進(jìn)入[MDI]模式,通過(guò)操作面板在光標(biāo)閃動(dòng)輸入“T0101; M03S500;”,按[INSERT]鍵,將程序插入。再按[循啟動(dòng)]按鈕,執(zhí)行程序,換1號(hào)刀,同時(shí)主軸正轉(zhuǎn),轉(zhuǎn)速500r/min。
-
在JOG或手搖方式下將刀具移至工件附近(靠近時(shí)倍率要小些),切削端面,切削完畢,保持Z軸不變,按[+X]退刀,按下[主軸停按鈕,或按下[復(fù)位]鍵,此時(shí)主軸停止轉(zhuǎn)動(dòng)。
-
連續(xù)按功能鍵[OFFSET SETTING],將G54下X及Z值均設(shè)定為0,按動(dòng)屏幕下部“形狀”對(duì)應(yīng)軟鍵進(jìn)入10所示的畫面。光標(biāo)移至G01,鍵盤輸入“Z0”按測(cè)量,完成1號(hào)刀Z向?qū)Φ丁?/p>
-
再次調(diào)至JOG或手搖方式,切削外圓。切削一小段足夠卡尺測(cè)量外徑的長(zhǎng)度后,保持X軸不變,方向退出Z軸,使主軸停止,測(cè)量所切部分的外徑。例如車削外徑為30mm,則進(jìn)入“工具補(bǔ)正/形狀”畫面后,光標(biāo)停在G01一行上,鍵盤上鍵入“X30”,按“測(cè)量”完成1號(hào)刀X向?qū)Φ丁?/p>
-
1號(hào)刀對(duì)刀完畢,將刀架移開,退至換刀位置附近。
1號(hào)刀對(duì)刀
切槽刀對(duì)刀(2號(hào)刀)
-
在MDI方式下,調(diào)2號(hào)刀,按[主軸正轉(zhuǎn)]按鈕使主軸旋轉(zhuǎn)。
-
在JOG或手搖方式下,將刀具移至工件附近,越近時(shí)倍率要越小,使2號(hào)刀的刀尖與已加工好的工件端面接觸,聽見(jiàn)摩擦聲或有微小標(biāo)聽在G02一行上,鍵入“Z0”,按“測(cè)量”,完成2號(hào)刀Z向?qū)Φ丁?/p>
-
用與步驟(2)相同的方式,將刀具從徑向靠近工件。當(dāng)2號(hào)刀的刀刃與已加工好的工件外圓接觸時(shí),停止進(jìn)給,工具補(bǔ)正/形狀”畫面里,將光標(biāo)聽在G02一行上,鍵入“X30”,按“測(cè)量”,完成2號(hào)刀X向?qū)Φ丁?/p>
-
完成2號(hào)刀對(duì)刀后,刀架移開,退到換刀位置,使主軸停轉(zhuǎn)。
2號(hào)刀對(duì)刀
螺紋刀對(duì)刀(3號(hào)刀)
-
在MDI方式下,調(diào)3號(hào)刀,按[主軸正轉(zhuǎn)]按鈕使主軸旋轉(zhuǎn)。
-
在JOG或手搖方式下將刀具移至工件附近,越近時(shí)倍率要越小,使3號(hào)刀的刀尖與已加工好的工件端面平齊,并接觸工件的外圓。
-
在“工具補(bǔ)正/形狀”畫面里,將光標(biāo)停在G03一行上,鍵入“X30”,按“測(cè)量”,輸入數(shù)值,完成3號(hào)刀X向?qū)Φ?鍵入“Z0”,按“測(cè)量”,完成3號(hào)刀Z向?qū)?duì)刀。
-
刀架移開,退到換刀位置,主軸停轉(zhuǎn)。